

合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 一種可降解、抑制泡沫再生的消泡劑制備方法和應用
> 非-陰離子型醇醚磺酸鹽表面活性劑降低魏崗原油的表面張力(二)
> 非-陰離子型醇醚磺酸鹽表面活性劑降低魏崗原油的表面張力(一)
> 鈦基量子點納米復合高性能解水鎖劑制備及表面張力測定
> 如何有效避免釹鐵硼磁體擴散源成分偏析
> 東辛原油酸性活性組分油水界面張力、動態界面擴張流變性質研究(二)
> 東辛原油酸性活性組分油水界面張力、動態界面擴張流變性質研究(一)
> 3種典型清水劑對不同原油組分界面穩定性、油滴聚并行為的影響(二)
> 3種典型清水劑對不同原油組分界面穩定性、油滴聚并行為的影響(一)
> 5μL樣品測表面張力?超微量天平如何破解納米材料研發困局
316L不銹鋼粉末電子束熔化成形的熔合機制的研究(一)
來源:粉末冶金工業 瀏覽 698 次 發布時間:2024-12-30
摘要:本文通過球粉熔合理論和試驗方法闡述了熔粉成形過程,探究電子束熔粉成形過程的粉末熔合機制。結果表明,試驗結果吻合熔粉理論模型。熔合初期,離散粉末預熱后小粒徑的粉末顆粒幾乎完全熔入大顆粒中,顆粒與顆粒之間相連形成聚合結構。熔合中期,粉末中形成大體積空隙,在熔池溶體表面張力的作用下呈現柱狀結構,且相互之間連通。熔合末期,因材料擴散傳質和表面張力的作用,氣孔逐漸被排除,致密度接近理論密度。由于電子束接觸位置的熱載荷較高且向周圍散熱速度較快,因此成形件內部出現大量板條狀馬氏體晶粒。
近年來,電子束選區熔粉技術(EBSM)在快速成形領域成為重點研究課題,與激光選區熔粉技術(LSM)相比,可以顯著節約制造成本,且不需要退火等熱處理,主要原因在于熔粉成形的原材料,LSM技術使用粉末粒徑小于EBSM技術使用的粉末,粉末制造成本就高出很多。瑞典Arcam公司的EBM機較有名氣,雖然國內的電子束熔粉快速成形機集成度不高但功能方面相差不大。大多學者在電子束輸入能量和成形效果方面進行了大量的試驗,很少有人從量化的角度探究粉末熔合過程。因此本文在已有研究的基礎上,結合特定的電子束熔粉工藝,探討了電子束點陣輸入能下的粉末熔合機制。
1試驗
1.1試驗設備
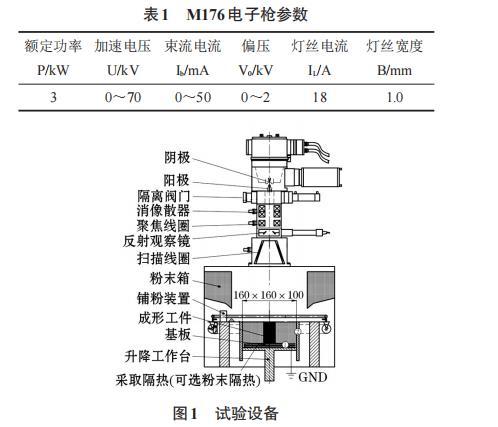
試驗設備為桂林獅達公司自制的THDW-3型電子束熔粉打印機,電子槍的型號為M176,電子槍真空度為5×10-2Pa,熔粉成形室注入氦氣之后的真空度為0.3 Pa。電子槍的參數如表1所示。成形設備如圖1所示。
1.2試驗方法
本文以不銹鋼316L(022Cr17Ni12Mo2)球粉為成形原料,顆粒直徑為45~106μm(如圖2所示)【316L不銹鋼的微觀組織:相鄰熔覆道之間的搭接良好。組織主要由胞狀晶和呈外延生長的柱狀晶組成,柱狀晶的取向各不相同。由于熔池邊界處粉末未熔化區域溫度較低,因此一部分晶粒沿著熔池邊界外延生長,同時在SLM過程中,熔池內部經歷快速冷卻,表面張力形成梯度,熔池內部存在“馬戈紊流”,熔池內發生對流,導致熔池內部散熱方向發生改變,因此,造成晶粒顯示出不同的生長方向。胞狀晶呈正六邊形,為柱狀晶的截面,柱狀晶晶粒十分細小,直徑分布在0.4~0.7μm。】,根據筆者已有的研究結果選擇合適的工藝,詮釋顆粒群的熔合線收縮和再結晶過程。由于試驗粉末顆粒直徑分布廣,為了建立粉末計算模型,用式(1)、(2)計算了顆粒群的當量直徑d和算術平均直徑d。

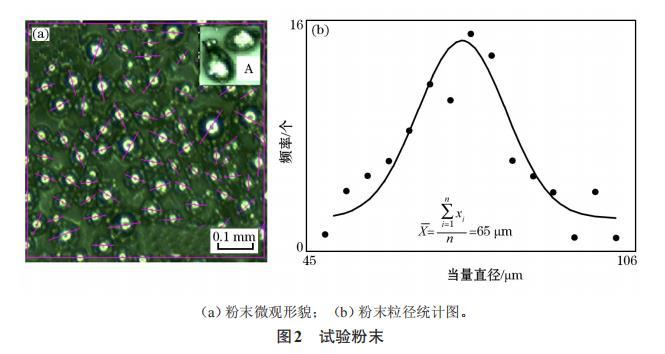
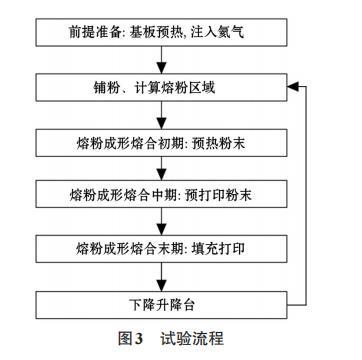
的當量直徑,μm;ni為當量直徑為di的顆粒的個數。計算可知,試驗粉末的算術平均直徑為65μm。再取100 mL的試驗粉料稱重,凈重為0.40 kg;計算得到試驗粉末體積孔隙率ε為0.49,因此粉末顆粒并非最緊密堆積狀態。熔粉制備了橫截面積為5 cm2,長5 cm的圓棒,每層鋪粉0.10 mm,實驗流程如圖3所示。
2熔粉數值模型
2.1熔合初期
電子束熔粉與激光熔粉不同,因為電子束是以帶電粒子的定向運動產生的動能作為能量來源的,所以必須有導電回路才能不斷地轟擊工件。但粉末層是孔隙材料,導電性較差,因此在電子束接觸粉末的瞬間可能出現靜電潰散現象。為了確定熔粉初期的工藝模式,文章選用了雙球模型,計算不發生靜電潰散時的臨界線收縮量,結構模型如圖4所示。計算公式如式(3)。
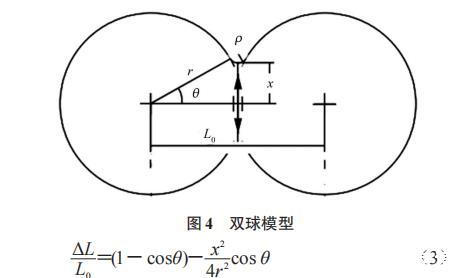
式中:L0為燒結前的球心距,m;ΔL為燒結之后的縮短值,m;r為顆粒初始當量半徑,m;試驗粉末當量半徑為33μm。x為燒結頸半徑,m;ρ為頸部曲率半徑,m;θ為頸部擴展處中心連線與球心連線的夾角。試驗選取的線收縮率為0.11,用此收縮率控制電子束預熱輸入能,再代入動力學算式(4)。

式中:γ為界面張力,N/m;δ為原子或離子等質點的直徑,m;Dυ為原子自擴散系數(體積擴散系數),m2/s;k
為玻爾茲曼常數;T為溫度,K;t為燒結時間,s。通過上述方程和實際散熱情況,計算出打印件每層粉末預熱時間。本文保證沉積層下方溫度為700℃,用1 mA束流,2倍束斑直徑大小的間距依次掃描該層沉積域粉末進行預熱,時長3 s,掃描4次。